Last updated on January 2nd, 2025 at 10:56 am
Rough or sharp edges. Burrs. Flimsy edges that need a little extra reinforcement.
What do these examples have in common? They are all instances when a custom sheet metal part could benefit from hemming.
Much like the familiar sewing technique that prevents the fabric from becoming frayed at the edges, hemming in sheet metal fabrication consists of folding a piece of metal over onto itself. Hemming is commonly used to conceal an edge or a burr, to provide added strength, or to achieve a smooth aesthetic appearance.
At Approved Sheet Metal, we rely on our advanced press brake for all custom sheet metal hemming. Here’s a look at the four most common types of sheet metal hems that we use:
Table of Contents
- 1
- 2 When to apply the 4 Common Types of Sheet Metal Hems to your Design
- 3 Sheet Metal Part Design for Manufacturing Tip
- 4 Types of Sheet Metal Hems FAQ
- 4.0.1 What is hemming in sheet metal fabrication?
- 4.0.2 What are the four most common types of sheet metal hems used by Approved Sheet Metal?
- 4.0.3 What are the material limitations for closed hems?
- 4.0.4 When is an open hem used in sheet metal fabrication?
- 4.0.5 What is the purpose of a rolled hem in sheet metal fabrication?
When to apply the 4 Common Types of Sheet Metal Hems to your Design
1. Closed hem.
Also known as a crushed hem, a closed hem is completely flush (as opposed to an open hem, which allows for a bit of space in the bend). 
Closed hems are the most popular type of hem because they’re so easy to make: the sheet metal is simply flattened onto itself. There are, however, some material limitations.
This type of hem works best with material thicknesses of .040”-.125”. We try to avoid forming material over .125” because the sheet metal is likely to fracture. The flat length of the hem must also be a minimum of 4x the material thickness so that it doesn’t break.
We shape our closed hems by forming sheet metal to 145 degrees, then flattening the material onto itself with a press brake. As a rule, we don’t use closed hems for aluminum, as this type of material is highly susceptible to cracks and fractures.
2. Teardrop hem.
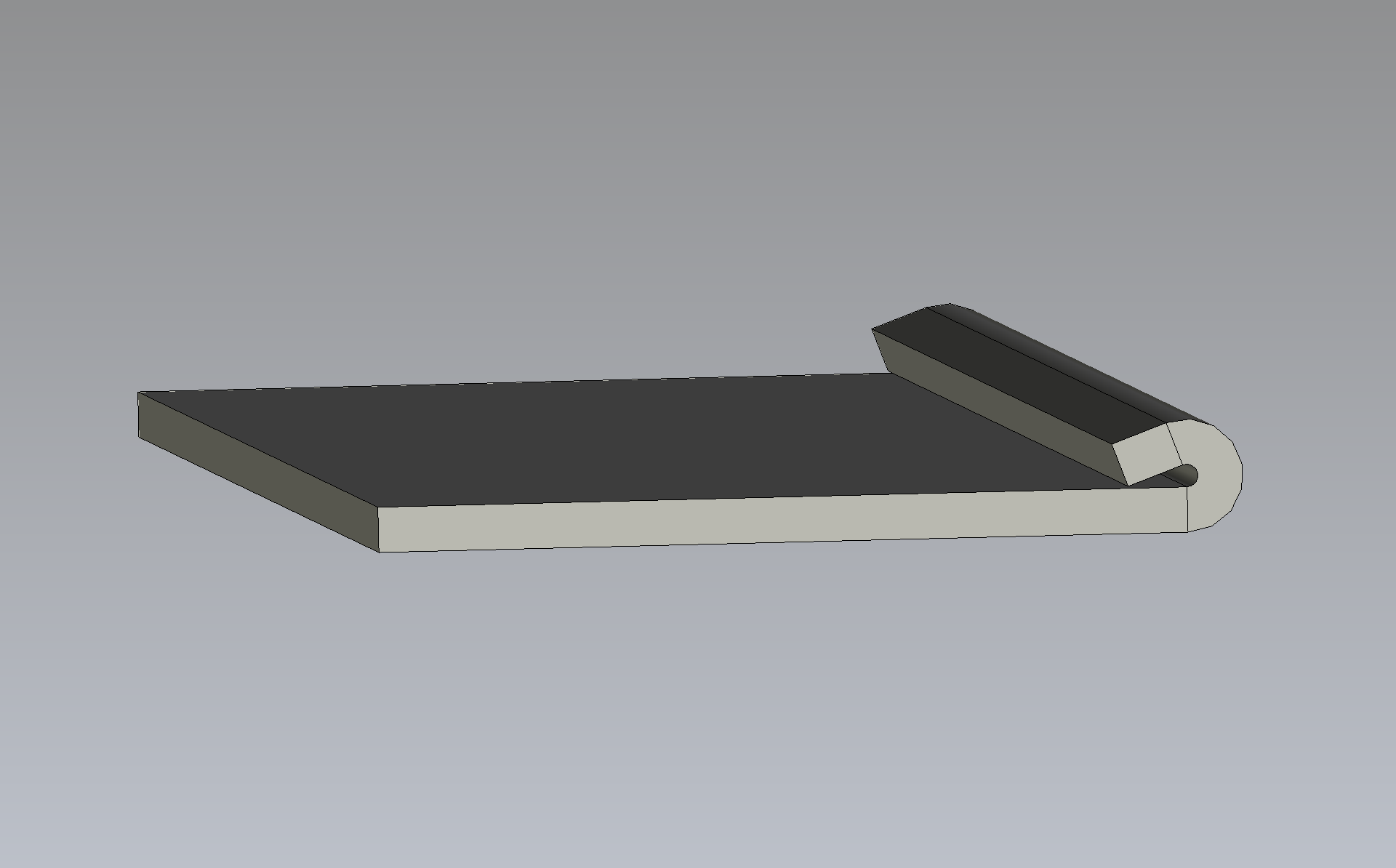
A tear drop hem is a flange that has been bent more than 180 degrees. We use teardrophems for materials that lack the flexibility required of closed hems. This type of hem is perfect for aluminum and other fragile metals.
3. Open hem.
An open hem features a soft, curved outer edge and an air pocket in its bend. It’s ideal for handles and other applications that come into contact with people. Like a closed hem, an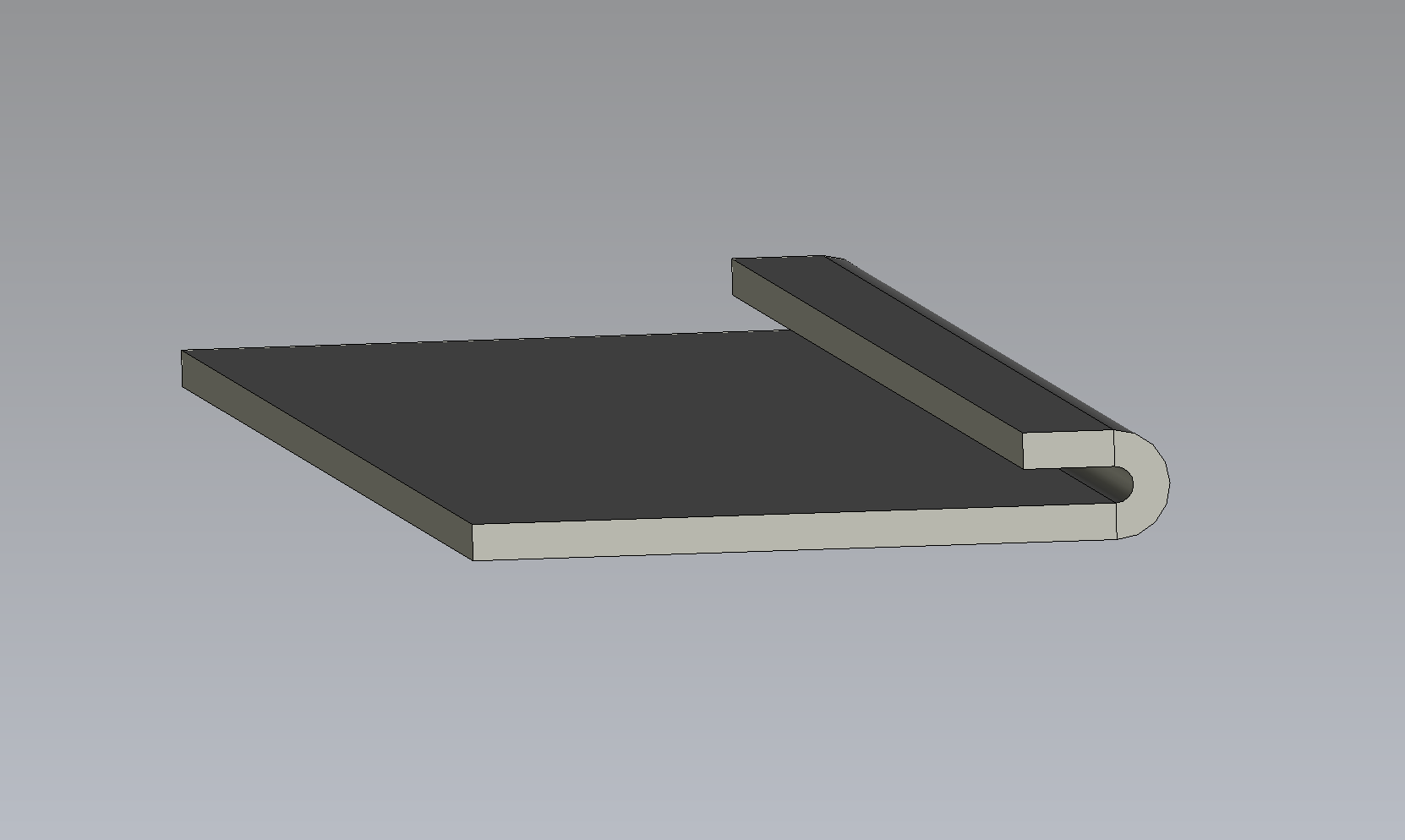 open hem works best with material thicknesses of .040”-.125” and a flat length that’s a minimum of 4x the material thickness.
open hem works best with material thicknesses of .040”-.125” and a flat length that’s a minimum of 4x the material thickness.
We shape our open hems by forming sheet metal to 145 degrees, then inserting a shim and flattening the material onto itself with the shim in place. Common gap sizes are 060”, .090”, .125”, .187”, and .250”.
4. Rolled hem.
The purpose of a rolled hem is to eliminate raw sheet metal edges from a part. This type of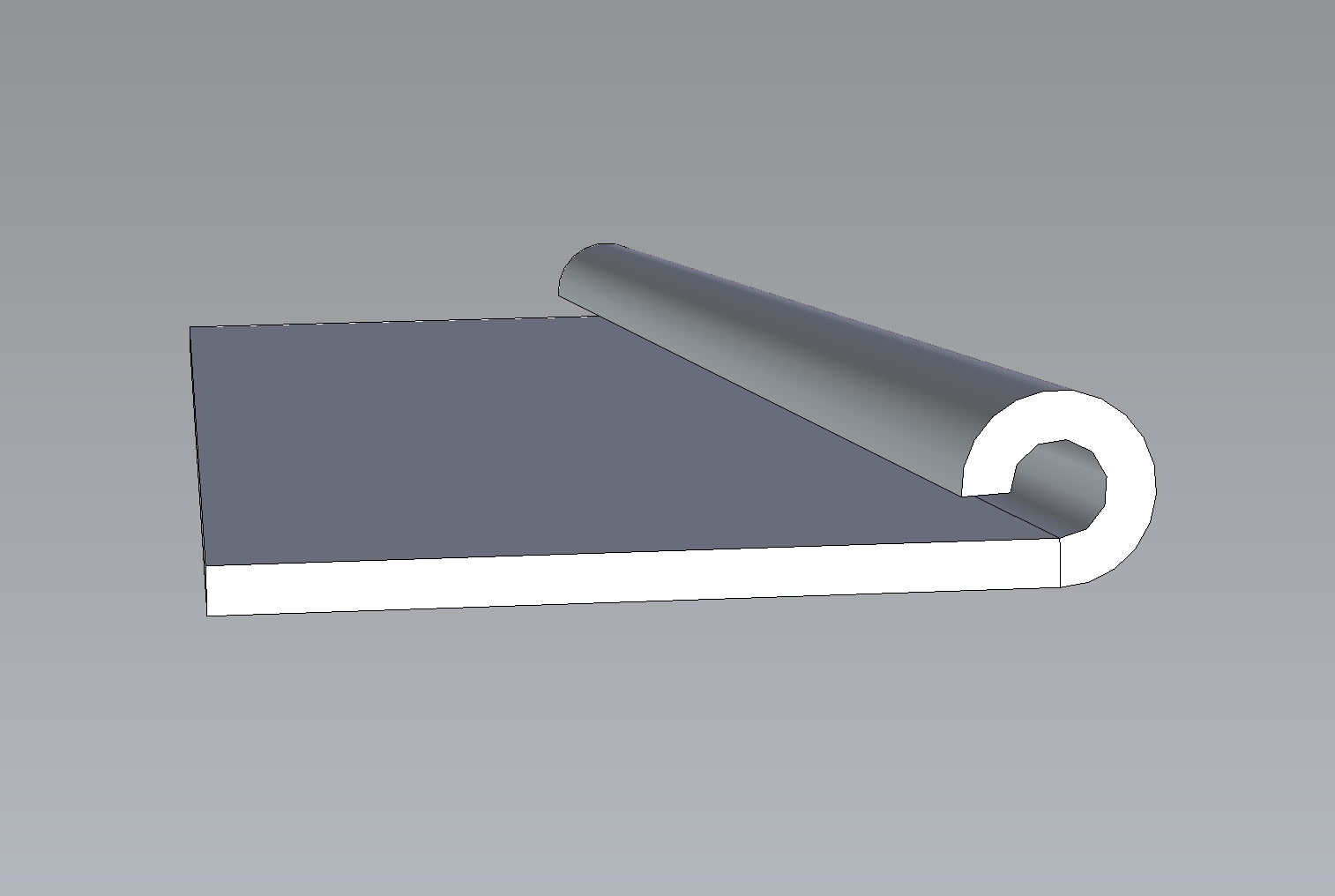 hem is common for door and figure edges. Rolled hems provide a nice clean look and a safe-to-handle part.
hem is common for door and figure edges. Rolled hems provide a nice clean look and a safe-to-handle part.
Industry Standards and Specifications
Adhering to established standards ensures consistency and quality in sheet metal fabrication. Notable recommendations include:
- Minimum Inside Diameter: For teardrop hems, the inside diameter should equal the material thickness. For open hems, exceeding the material thickness can lead to loss of roundness.
- Hem Return Length: A minimum of four times the material thickness is advised to prevent fractures.
- Material Thickness Limitations: Closed hems are best suited for materials between 0.040” and 0.125” in thickness. Materials thicker than 0.125” may be prone to cracking during the hemming process.
Design Considerations and Limitations
When designing hems, consider the following to ensure functionality and manufacturability:
- Material Selection: Aluminum and other fragile metals are more susceptible to cracking; therefore, teardrop hems are preferable for these materials.
- Hem Types: Open hems are ideal for parts requiring safe handling, such as handles, due to their smooth, curved edges. Closed hems provide a flush finish but may not be suitable for all materials.
- Process Limitations: Hemming can be time-consuming and may require skilled labor to avoid defects like deformation or damage to the sheet metal. Proper alignment during the hemming process is crucial to maintain consistency and prevent structural issues.
Think your part could benefit from a hem? At Approved Sheet Metal, we can help you determine the perfect hemming technique for your custom sheet metal part. Request a quote today and let’s get started!
Sheet Metal Part Design for Manufacturing Tip
HEMS
Hems are often used when designers require a rounded edge on a sheet metal part. Approved Sheet Metal can fabricate parts with both open and closed hems. Hem return length should be a minimum of 4X the material thickness in length.

Types of Sheet Metal Hems FAQ
Hemming in sheet metal fabrication refers to the process of folding a piece of metal over onto itself to conceal an edge or burr, provide added strength, or achieve a smooth aesthetic appearance.
The four most common types of sheet metal hems used by Approved Sheet Metal are closed hem, teardrop hem, open hem, and rolled hem.
Closed hems work best with material thicknesses of .040"-.125". Forming material over .125" may cause the sheet metal to fracture. The flat length of the hem must also be a minimum of 4x the material thickness to prevent breakage. Closed hems are not recommended for use with aluminum, as this material is highly susceptible to cracks and fractures.
An open hem, which features a soft, curved outer edge and an air pocket in its bend, is ideal for applications such as handles that come into contact with people. It works best with material thicknesses of .040"-.125" and a flat length that's a minimum of 4x the material thickness.
The purpose of a rolled hem is to eliminate raw sheet metal edges from a part, providing a clean and safe-to-handle look. Rolled hems are commonly used for door and figure edges.