Table of Contents
- 1 Why You Need to Bring Your Manufacturer In During Part Design
- 2 Recommended Default Sheet Metal Tolerances
- 3 Sheet Metal DFM FAQ
- 3.0.1 Why is Design for Manufacturability (DFM) important in sheet metal manufacturing?
- 3.0.2 How can involving a precision sheet metal shop early benefit part design?
- 3.0.3 What problems can arise when welding sheet metal parts?
- 3.0.4 How can interlocking tabs help solve welding-related issues?
- 3.0.5 What are some DOs and DON'Ts when working with a precision sheet metal shop?
Get your models to a sheet metal shop that gets it.
Last updated on February 7th, 2026 at 08:16 am
Most sheet metal manufacturers will tell you that in order to create a top-quality part, you need a smart design engineer who knows how to Design for Manufacturability (DFM). To optimize a part for production, the designer must take the following into consideration: material formability, machine capabilities, as well as overall lead time and cost. It can be a tricky process. But without proper design, you can waste time with change orders and reworks.
But I’ll let you into a trade secret. If you want top-quality parts with a quick turnaround, understanding DFM isn’t enough.
If you’re a design engineer, I’m sorry to say this, but a manufacturer will rarely use the flat pattern you spent so much time on. What you need to do is simple: get your CAD models to a precision sheet metal shop as early as you can.
Why You Need to Bring Your Manufacturer In During Part Design
Precision sheet metal shops know the ins and outs of their machines. They know that a .047" stainless steel will heat distort from welding but a .074" will hold its shape, and that a .25 alum won’t bend the way you want it to without a large radii. Your sheet metal fabricator needs a little wiggle room to make the best decisions for your job, both in terms of materials and approach.
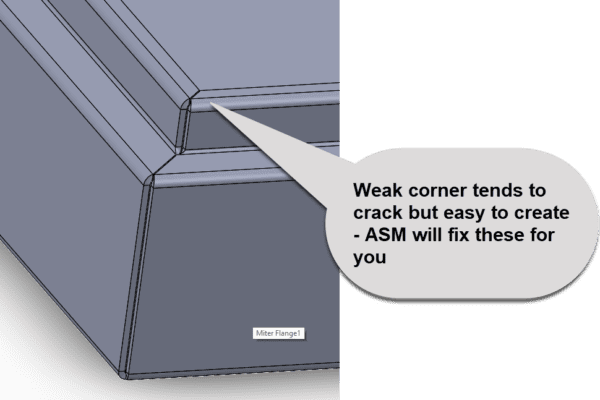
Case Study: Interlocking Tabs
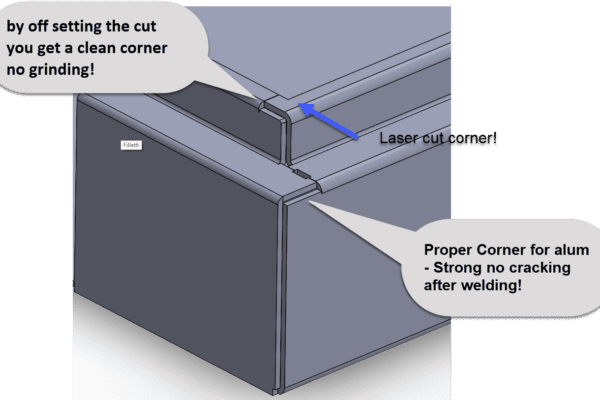

Welding is a good example of a situation where it’s best to talk to your sheet metal shop early on about your design. Welding can create complications that drive up your cost and lead time:
- Material shrinkage when welding
- The need for complex fixtures to hold parts together
- A go/no go inspection process
- Parts welded backwards
- Measuring and hammering parts back to tolerance
- Corner gaps larger than .002 that the welder will need to fill
- Cracking!
As it turns out, all of those problems above can actually be solved by adding interlocking tabs to hold your part in place and make it stronger. Plus, your local sheet metal shop should be able to advise you on how many tabs you need, tab width vs. material thickness, gap size, etc.
Ready to start working with your precision sheet metal shop? Here are some DOs and DON’Ts to get you started:
| DO | DON'T |
|---|---|
| ✅ Keep your parts a uniform thickness. This is crucial to al surrounding parts. Check out our list os standard thicknesses here | ❌ Spend time unfolding parts. It's not always the best way to fabricate. When prototyping, split a complex part into multiple parts to shorten lead time. |
| ✅ Include hardware | ❌ Cut or tab corners. Manufacturers tend to take shortcuts when you cut and tab for them |
| ✅ Add .005 to .0015 gaps for all connecting parts | ❌ Start with a solid shell. You'll lose time converting an assembly back to a solid shell |
Digital Thread & File Prep Integration: Bridging CAD and the Shop Floor
To ensure a seamless handoff between engineering and manufacturing, your CAD file shouldn’t just represent a finished part—it should act as a digital thread that ties together every stage of production. The more organized, clean, and compatible your file is, the less friction and delay you'll face once it reaches the shop.
Key Elements for Effective File Prep
- Use Native Sheet Metal Features
Model your parts using sheet metal-specific tools in your CAD platform (e.g., SolidWorks Sheet Metal tab). This ensures the geometry includes bend lines, reliefs, and proper flat pattern development that fabricators can use directly. - Submit Solid Models + 2D Drawings
Always send both. The 3D model communicates form and fit; the 2D drawing clarifies tolerances, finish specs, and any special instructions. - Avoid Dirty Geometry
Remove unused bodies, surfaces, and sketches. Simplify assemblies when possible. Redundant or overlapping entities increase processing time and the risk of errors. - Stick to Industry-Standard File Types
Send STP/STEP (.stp), Parasolid (.x_t), or SolidWorks files (.sldprt/.sldasm) when possible. These preserve feature details and are widely compatible with CAM software. - Annotate for Downstream Processes
Add notes on hardware installation, welding symbols, grain direction (if applicable), and finish/masking requirements. Think beyond the machine—think about inspection, coating, and assembly too. - Version Control is Critical
Avoid filename confusion by using revision-controlled file naming conventions and including part numbers and dates. Always confirm your vendor is working from the latest file.
Treating your CAD file as part of a fully traceable digital thread isn’t just good documentation—it's good engineering. When your files are production-ready, your parts get to market faster, cleaner, and with fewer revisions.
If your manufacturer won’t walk through the design process with you, we gladly will! Contact us today and let’s get your design ready for the shop floor!
Recommended Default Sheet Metal Tolerances
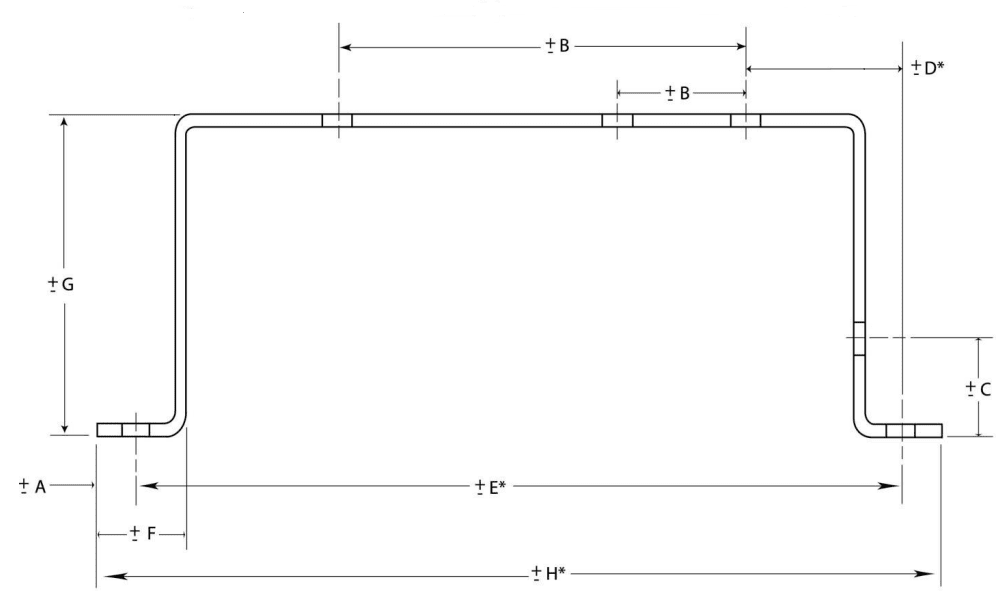
| DIM | Tolerance (MM) | Tolerance (Inches) | Description |
| A | ± 0.13 | ± 0.005 | Sheared Edge to Hole |
| B | ± 0.13 | ± 0.005 | 2 Holes on One Surface |
| C | ± 0.25 | ± 0.010 | Formed Edge to Hole |
| D* | ± 0.76 | ± 0.030 | Holes Across 2 Bends |
| E* | ± 0.76 | ± 0.030 | Holes Across 4 Bends |
| F | ± 0.25 | ± 0.010 | Sheared Edge to Bend |
| G | ± 0.38 | ± 0.015 | Across 2 Bends |
| H* | ± 0.76 | ± 0.030 | Formed Part |
Noted dimensions are to be taken while the part is in a restrained condition. Noted dimensions are for parts within a 12” envelope.
* Dimensions D, E and H are not recommended forms of dimensioning
These tolerances are recommended and best practices. We can obtain tighter tolerances (depending on part geometry/ construction), contact us for more information