Last updated on January 2nd, 2025 at 10:25 am
When you need precision sheet metal parts fast, standard Design for Manufacturing (DFM) tips are your best friend. DFM advice like bend radius best practices helps to ensure that part designs are optimized for quick, accurate, and cost-effective sheet metal fabrication services.
Approved Sheet Metal published a free eBook filled with helpful DFM best practices, and today we're sharing our expert insights on bends and bend radii. (Download the eBook for the rest of our tips!)
Table of Contents
- 1 Common Bend Radius Design Mistakes
- 2 How to implement the industry standard sheet metal bend radius
- 3 Sheet Metal Part Design for Manufacturing Tip
- 4 Applying a Sheet Metal Bend Radius FAQ
- 4.0.1 What is the common mistake customers make when designing the bend radius for sheet metal parts?
- 4.0.2 Is it recommended to match the inside bend radius measurement with the material thickness?
- 4.0.3 What is the industry standard bend radius for precision sheet metal parts?
- 4.0.4 Will adjusting the bend radius to 0.030" affect the flange length of the sheet metal part?
- 4.0.5 Can the sheet metal fabrication team adjust the bend radius for me if my design is not optimal?
Common Bend Radius Design Mistakes
Customers tend to make two common mistakes when designing the bend radius in a formed part:
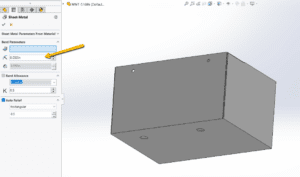
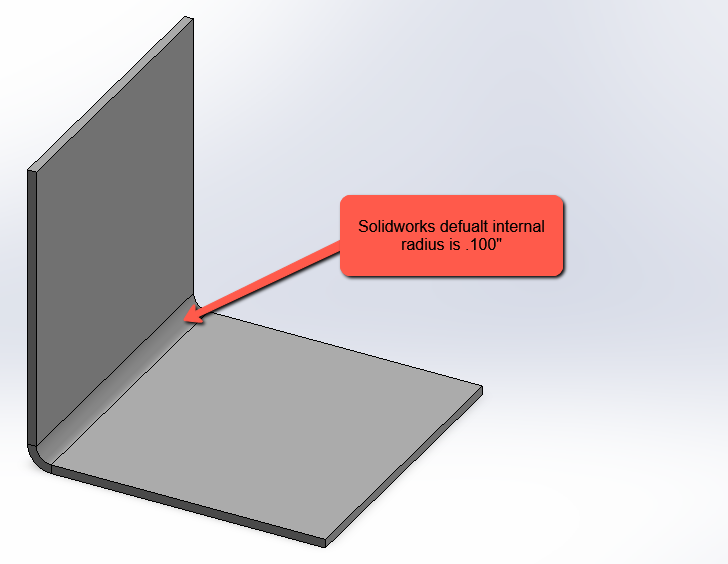
Mistake #1. Listing 0.100" as the bend radius. Many customers design parts with a bend radius of 0.100”—the default measurement for bend radii in SOLIDWORKS. The problem is that standard tooling can’t create a bend radius of 0.100". We would have to make custom tooling, which could cost thousands of dollars and extend the project’s lead time.
Mistake #2. Making the inside bend radius measurement the same as the material thickness. Matching the inside bend radius measurement with the material thickness may seem like a reasonable solution, but it often poses problems. For example, if you're using common materials such as 0.100" aluminum or 0.104" stainless steel, the inside bend radius would become 0.100”, which brings us back to the tooling issue.
How to implement the industry standard sheet metal bend radius
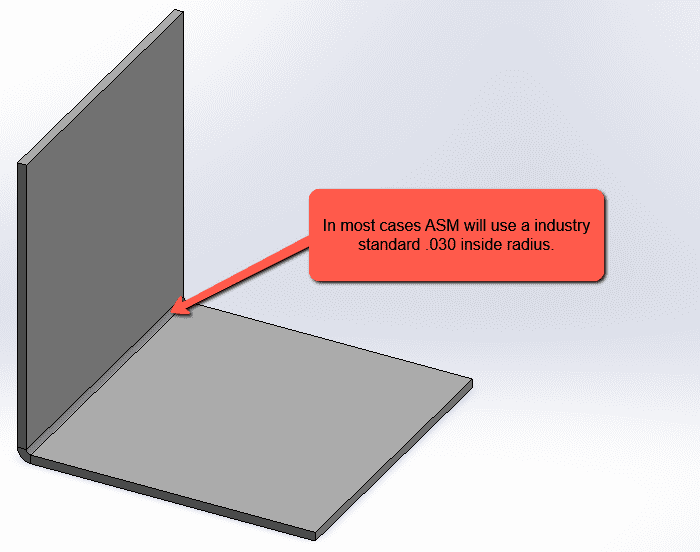
Your best bet when designing formed parts is to use the industry standard bend radius of 0.030”. This measurement ensures consistent, high-quality parts with solid structural integrity.
We use 0.030" for all material thicknesses up to 0.125" (⅛") and increase the bend radius for thicker materials.
Using 0.030" for bend radii saves you the time, money, and hassle of having to invest in custom tooling. If your design calls for a 0.030" bend radius, our machines are ready to run your job through our shop quickly and cost-effectively.
Sometimes customers worry that flange length will change if we adjust their bend radius to 0.030”. Rest assured, this is not the case. We keep the range of change as narrow as possible and, in almost all situations, redesigning the bend radius does not affect part functionality.
When to Deviate from the Industry Standard Bend Radius of 0.030”
While the industry standard bend radius of 0.030” works well for most sheet metal parts, certain design requirements, material properties, or application-specific constraints may call for deviations from this rule. Understanding these scenarios ensures that your part meets its functional and aesthetic needs without compromising manufacturability.
1. Thicker Materials Require Larger Bend Radii
- Why Deviate: Materials thicker than 0.125” (⅛”) often require a larger bend radius to prevent cracking or material failure during the bending process.
- How to Handle It: For materials exceeding 0.125", increase the bend radius proportionally. For example:
- Use 0.060” or more for material thicknesses between 0.125” and 0.250”.
- Consult with your fabricator to determine the appropriate radius for even thicker materials.
2. Material-Specific Limitations
- Why Deviate: Different materials have varying ductility, which impacts how sharply they can bend without failure.
- Aluminum: Tends to crack with tighter bend radii, especially in harder grades.
- Stainless Steel: Requires a slightly larger radius to avoid stress fractures due to its lower ductility compared to mild steel.
- How to Handle It: Work with your sheet metal fabricator to select a bend radius tailored to your specific material type and grade. A test bend may help determine the optimal radius.
3. Functional Design Requirements
- Why Deviate: Some applications may require a tighter bend radius for aesthetic or functional purposes, such as achieving a specific look or meeting space constraints in assembly.
- How to Handle It: If your design demands a bend radius tighter than 0.030”:
- Use softer materials like annealed metals that can withstand sharper bends.
- Consider alternative manufacturing methods, such as forming instead of bending, or using advanced tooling designed for tight radii.
4. Sharp Bends for Cosmetic Finishes
- Why Deviate: Certain designs prioritize visual appeal, where sharper bends may be required for cleaner edges or intricate profiles.
- How to Handle It: Discuss cosmetic finishes with your fabricator. They may recommend techniques like polishing or finishing treatments to minimize imperfections caused by sharper bends.
5. Unique Assembly Constraints
- Why Deviate: Parts intended for tight assemblies or interlocking systems might require custom bend radii to ensure proper fit.
- How to Handle It: Provide your fabricator with detailed assembly requirements. They can adjust the bend radius and account for potential flange length changes to ensure seamless integration.
Best Practices for Non-Standard Bend Radii
- Collaborate Early: Share your design requirements with your fabricator during the design phase to identify the optimal bend radius.
- Simulate in CAD: Use tools like SOLIDWORKS to test different radii and flag errors before production.
- Account for Cost and Lead Time: Be aware that non-standard radii may require custom tooling, which can increase costs and lead times.
Your Partner in Precision Sheet Metal Design
If we notice that your design doesn’t have an optimal bend radius, we’ll adjust for you and be fully transparent about what we’re doing and why so that you’re never in the dark. We're always happy to make design changes for you to expedite your order.
Do you have questions about bend radii or other design features? Simply ask our team of experts!
Let’s work together on your next precision sheet metal fabrication project. Request a quote today to get started!
Sheet Metal Part Design for Manufacturing Tip
BENDS
Bending sheet metal parts is a process that is completed by utilizing press brakes and our very skilled press brake operators. At Approved Sheet Metal, we can hold tolerances of +/- 1 degree on most bend angles. The ideal bend radius on formed parts is 0.030 in., this ensures that you can get consistent, quality parts that will maintain solid structural integrity.

Applying a Sheet Metal Bend Radius FAQ
One common mistake is listing 0.100" as the bend radius, which is not achievable with standard tooling and may require costly custom tooling.
No, it is not recommended. Matching the inside bend radius with the material thickness can pose problems as it may result in tooling issues.
The industry standard bend radius is 0.030", which ensures consistent, high-quality parts with solid structural integrity.
No, in most situations, redesigning the bend radius does not affect part functionality or change the flange length significantly.
Yes, the sheet metal fabrication team can make adjustments to the bend radius for you and will be transparent about the changes made to expedite your order. Simply ask our team of experts for assistance.